




 |
Ferramentas de gerencio do torno do metal do CNC da inserção da ferramenta de Matrial do aço de TNMG 160404 Stenless
Detalhes do produto:
| Lugar de origem: | China |
| Marca: | BWIN |
| Número do modelo: | TNMG160404 |
Condições de Pagamento e Envio:
| Quantidade de ordem mínima: | 500pcs |
|---|---|
| Preço: | negotiable |
| Detalhes da embalagem: | Caixa plástica |
| Tempo de entrega: | 7 dias do trabalho |
| Termos de pagamento: | T/T, Western Union |
| Habilidade da fonte: | 1-10000pcs 7days |
|
Informação detalhada |
|||
| Nome do produto: | Inserção de gerencio de Matrial do aço de TNMG Stenless | Material: | Inserção de gerencio da ferramenta do tungstênio |
|---|---|---|---|
| Workpiece: | Aço/de aço inoxidável/ferro fundido/cobre/alumínio | Uso: | Ferramenta de gerencio do torno do metal do Cnc |
| Cor: | Revestimento amarelo/fúcsia/preto/de duas cores | Revestimento: | PVD/CVD |
| Dureza: | HRC40-60 | Característica: | Corte suave |
| Aplicação: | Torno/trituração/que entalha | Pacote: | 10pcs/box |
| Destacar: | Ferramentas do torno do metal de TNMG 160404,Inserção de gerencio de revestimento da ferramenta do CVD,Inserção de gerencio da ferramenta HRC40 |
||
Descrição de produto
Inserção de gerencio de gerencio de Matrial do aço da inserção TNMG 160404 Stenless da ferramenta do torno do metal do CNC
Detalhe rápido
- Material da liga
- Universalidade forte
- Anti colapso e para vestir a resistência
- Corte liso
- Durabilidade alta
Descrição
- A ferramenta de corte TNMG160404 é feita aglomerando o pó do carboneto e do cobalto de tungstênio, com uma matéria-prima com cuidado crafted de aço de tungstênio e um material de matriz forte da resistência da deformação. O de ponta é afiado e as microplaquetas são lisas, assegurando a resistência de desgaste e a vida útil; A tecnologia de revestimento original, delicado e liso, sem marcas do gotejamento, reduz a fricção de superfície e reduz-se cortar a resistência; Lâmina afiada sem colar à faca, reduzindo a fricção; Baixa força de corte, reduzindo o desgaste; Corte liso, bom desempenho da remoção da microplaqueta, acúmulo da microplaqueta, e bom menos inclinados fazendo à máquina a lisura da superfície.
Especificações:
| Tipo | BWIN |
| Modelo | TNMG160404/TNMG160408/TNMG160412 |
| Cor | Amarelo/Brown/fúcsia/preto/cermet/sem revestimento/colorido |
| Workpiece | Ferro fundido/aço/de aço inoxidável/alumínio |
| Tipo | Ferramenta de corte de gerencio do carboneto do Cnc |
| Material | Inserção do carboneto de tungstênio para o aço de gerencio |
| Processando o tipo | Corte médio |
| Característica | Material da liga |
| Universalidade forte | |
| Anti colapso e para vestir a resistência | |
| Corte liso | |
| Durabilidade alta | |
| Padrão | ISO |
| Quantidade | 10pcs/box |
| Peso | 0.015kg |
| Pacote | Caixa plástica |
| Apoio personalizado | OEM, ODM |
Prazo de execução
| antity (partes) | 1 - 3000 | >3000 |
| Prazo de execução (dias) | 7 | Para para ser negociado |
|
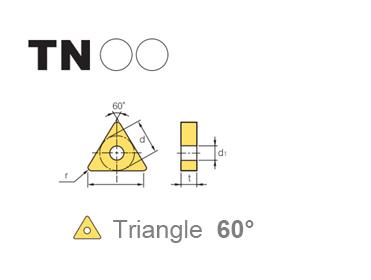
Mim (milímetros)
|
d (milímetro)
|
t (milímetro)
|
d1 (milímetro)
|
|
12
|
6,35
|
3,18 |
2,4
|
|
16
|
9,525
|
3.18~4.76
|
3,81
|
|
22
|
12,7
|
4,76
|
5,16
|
|
27
|
15,875
|
6,35
|
6,35
|
Observação
-
A inserção do torno do carboneto não será colidida nem não será deixada cair na terra e deve ser segurada com cuidado.
-
Antes de instalar a inserção do torno do carboneto de tungstênio, o desempenho e a finalidade da tabela da serra devem ser confirmados para assegurar-se de que o sentido de corte indicado pela seta da lâmina seja consistente com o sentido da rotação da tabela da serra. É proibido restritamente para instalar no sentido oposto. O sentido errado da instalação pode fazer com que o sawtooth da lâmina caia, para impedir acidentes.
-
Após a instalação, é necessário confirmar se o furo central da inserção do torno do carboneto de tungstênio está fixado firmemente na placa da flange da tabela da serra. Se há uma gaxeta, a gaxeta deve ser sleeved; Então, impulso com sua mão para confirmar delicadamente se a lâmina gerencie excentricamente.
-
Ao usar-se, não exceda a alta velocidade especificada
-
Quando a inserção do torno do carboneto de tungstênio não é usada, pendure a lâmina verticalmente na prateleira seca.
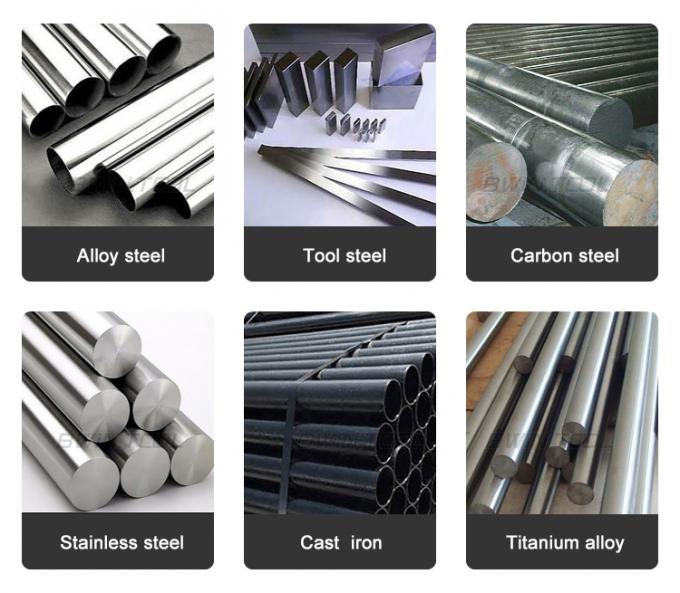
Aplicações
Nossas inserções do carboneto de tungstênio podiam ser processadas ligam a liga do aço, do aço de ferramenta, do aço carbono, a de aço inoxidável, do ferro fundido e do titânio. Material de funcionamento como o seguimento:
Vantagens
As ferramentas Co. da precisão de BWIN, Ltd. foram estabelecidas em 2014, especializando-se na produção técnica do desenvolvimento e do produto de ferramentas de corte duras da liga. Introduziu centros de moedura da ferramenta da elevada precisão de Suíça e de Alemanha. Produza ferramentas de corte duras integrais da liga para moer e metal que processa, e possa empreender o projeto e a fabricação de ferramentas de corte não padronizadas. Nossa empresa usa tipos tais como “Kenna” e “Sumitomo” como matérias primas, assim como as hastes duras domésticas da liga. Nós usamos ferramentas da precisão suíça e detectores de medição da ferramenta para controlar restritamente o processo de produção para assegurar a qualidade das ferramentas.
Nossa empresa tem a força técnica considerável, a capacidade de produção forte, a gestão científica, e o princípio de “sobrevivência pela qualidade, desenvolvimento pela reputação”. Nós esforçamo-nos constantemente para fornecer clientes os melhores produtos.
FAQ
1. Desgaste do flanco?
Uma resistência de corte mais alta, entalha o desgaste no flanco, a aspereza pobre da superfície, ou a deterioração da precisão.
Categorias macias, velocidade de corte excessiva, ângulo pequeno do flanco, baixa alimentação.
Selecione uma categoria mais alta, desgaste-resistente, reduza-a cortar a velocidade, ângulo do flanco do aumento, aumente-à alimentação.
2. Lascar-se?
Fratura repentina do de ponta (cara e flanco do ancinho), vida da inserção da instabilidade
Dureza insuficiente, taxa de alimentação excessiva, força do de ponta insuficiente, instabilidade da ferramenta.
Selecione uma categoria mais resistente, taxa de alimentação da diminuição, aumente a afiação do de ponta (que chanfra ao arredondamento), aumente a estabilidade e ângulo do ajuste
3. fratura da inserção?
Cortar a resistência aumentou a aspereza de superfície pobre.
Dureza insuficiente, taxa de alimentação excessiva, força do de ponta insuficiente, instabilidade da ferramenta.
Selecione uma categoria mais resistente, taxa de alimentação da diminuição, aumente a afiação do de ponta (que chanfra ao arredondamento), aumente a estabilidade e ângulo do ajuste.
4. Construção-Acima-borda?
Dissove do Workpiece com aspereza de superfície pobre do de ponta ao terminar, cortando a resistência aumentada, cortando materiais macios.
Cortando a velocidade demasiado baixa, de ponta obtuso, material inoportuno da ferramenta. Aumente o corte da velocidade, ângulo de ancinho do aumento, força de colagem pequena seleta.