




 |
Fresa de topo com rosca de 25 mm Fresa Fresa de metal duro Dente completo
Detalhes do produto:
| Lugar de origem: | China |
| Marca: | BWIN |
| Número do modelo: | M12x1,75-D9,8x30x75 |
Condições de Pagamento e Envio:
| Quantidade de ordem mínima: | 1 pçs/caixa |
|---|---|
| Preço: | Negotiable |
| Detalhes da embalagem: | Caixa de plástico |
| Tempo de entrega: | 7 dias úteis |
| Termos de pagamento: | T/T, Western Union |
| Habilidade da fonte: | 1-10000 peças 7 dias |
|
Informação detalhada |
|||
| Nome do Produto: | Fresa de Metal Duro 25mm | Modelo: | Fresa de topo de rosqueamento espiral 3 canais |
|---|---|---|---|
| Material: | Fresa intercambiável de carboneto de tungstênio | peça de trabalho: | Ferro fundido/Aço/Aço inoxidável/Alumínio |
| Uso: | moagem | Revestimento: | TiAICN |
| Ângulo do dente: | 55°,60° | Característica: | Alta resistência do dente do cortador |
| Inscrição: | Fresadora | Pacote: | 1 pçs/caixa |
| Realçar: | Fresa de topo com rosca de 25mm,fresa de metal duro 25mm,fresa de topo de metal duro com dentes completos |
||
Descrição de produto
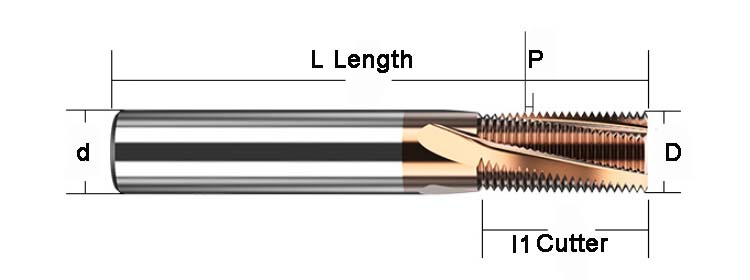
Fresa de Rosqueamento M12x1.75-D9.8x30x75 TiAICN Dentes Inteiros Revestidos Fresa de Ponta de Metal Duro
Detalhe rápido:
- alta dureza
- Alta precisão
- Boa resistência ao desgaste
- bom acabamento
- forte resistência à vibração
- Vida longa
Descrição:
- Comparado com o método tradicional de processamento de rosca, o fresamento de rosca tem grandes vantagens na precisão e eficiência do processamento e não é limitado pela estrutura e direção da rosca.Por exemplo, uma fresa de rosca pode processar uma variedade de roscas internas e externas com diferentes direções de rotação.Para roscas que não permitem uma estrutura cruzada ou rebaixada, é difícil processar com os métodos de torneamento tradicionais ou com macho e matriz, mas é muito fácil de conseguir com o fresamento CNC.Além disso, a durabilidade da fresa de rosca é mais de dez vezes ou mesmo dezenas de vezes maior que a do macho.Além disso, é muito conveniente ajustar o diâmetro da rosca no processo de fresamento de rosca NC, o que é difícil de fazer com o macho e a matriz.
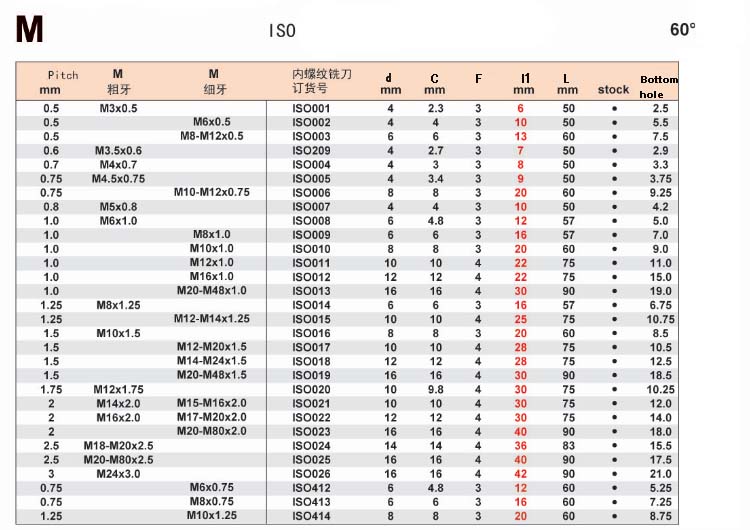
Especificações:
|
Nota do item
|
HRC45
(YG10X)
|
HRC55
(YL10.2 & WF25)
|
HRC60
(Alemanha K44 e K40)
|
HRC65
(Sandvik H10F)
|
|
Detalhes
|
Tamanho do grão 0,7um
Co10% resistência à flexão 3320N/mm2 |
Tamanho do grão 0,6um
Co10% Resistência à flexão 4000N/mm2 |
Tamanho do grão 0,5um
Co12% resistência à flexão 4300N/mm2 |
Tamanho do grão 0,5um
Co10% Resistência à flexão 4300N/mm2 |
|
Classificação e Vantagem do Revestimento
|
|||||
|
Item
|
Tipo de Revestimento
|
AlTin
|
TiAlN
|
TiSiN
|
naco
|
|
Característica
|
Dureza (HV)
|
3300
|
2800
|
4300
|
42 (GPA)
|
|
Espessura (UM)
|
2,5-3
|
2,5-3
|
3
|
3
|
|
|
Temperatura de Oxidação (°C)
|
900
|
800
|
1000
|
1200
|
|
|
Coeficiente de fricção
|
0,35
|
0,3
|
0,25
|
0,4
|
|
|
Cor
|
Preto
|
Bronze
|
bronze e ouro
|
Azul
|
|
|
Vantagens
|
Alta estabilidade térmica
|
Corte normal
|
Adequado para corte pesado e corte de alta dureza
|
Para corte de alta precisão
|
|
|
Adequado para corte a seco de alta velocidade
|
Adequado para cortar moldes de aço, aço inoxidável
aço |
Adequado para corte de alta dureza, processamento de moldes de aço
|
|||
|
Mais adequado para ferramentas de corte de metal duro, pastilhas de torneamento
|
|
|
|||
Perceber:
- Manuseie com cuidado para evitar danos por impacto.
- O carregamento e descarregamento da fresa deve ser protegido com um pano para evitar que as mãos sejam feridas ou que a aresta da fresa seja danificada por queda
- Durante o fresamento, a fresa deve ser totalmente separada do objeto de trabalho antes de iniciar a máquina para evitar danos ao cortador devido ao impacto do objeto de trabalho
- Quanto menor a distância entre a aresta da fresa e a bobina, melhor reduzirá a vibração da fresa.O comprimento do cortador não deve ser muito longo
- Selecione a fresa de topo correta e apropriada para fresar o objeto de trabalho e selecione a velocidade de corte e o avanço de acordo com o material do objeto de trabalho
- Quando os dados de corte não estiverem claros, a taxa de avanço (taxa de avanço) deve ser reduzida para teste e, em seguida, os dados de processamento devem ser corrigidos gradualmente para alcançar o efeito de produção ideal.Não faça avanços rápidos para causar danos ou ferimentos à fresa.
Formulários:
Aço pré-endurecido, aço inoxidável, aço Die, chapa de aço, aço resistente ao calor, tubos, cobre e alumínio, ferro fundido, metais não ferrosos, madeira, plástico, FRP e assim por diante.Operação de uso geral entalhando, furando, perfilando.
![]()
Perguntas frequentes
1. Desgaste de flanco?Maior resistência ao corte, Desgaste tipo entalhe no flanco, Má rugosidade da superfície ou deterioração da precisão.
Classes macias,velocidade de corte excessiva,ângulo de flanco pequeno,baixo avanço.
Selecione uma classe mais alta e resistente ao desgaste, reduza a velocidade de corte, aumente o ângulo do flanco, aumente o avanço.
2. Desgaste da cratera?Cavaco descontrolado, qualidade de superfície ruim, ao terminar Aço carbono de processamento de alta velocidade
Classes macias, velocidade de corte excessiva, avanço excessivo, força do quebra-cavacos insuficiente.
Mude para uma classe mais resistente ao desgaste, reduza a velocidade de corte, reduza o avanço, selecione um quebra-cavacos de maior resistência.
3. Lascando?Fratura repentina da aresta de corte (face inclinada e flanco), instabilidade da vida útil da pastilha
Tenacidade insuficiente, Taxa de avanço excessiva, Resistência da aresta de corte insuficiente, Instabilidade da ferramenta.
Selecione uma classe mais tenaz, Diminua a taxa de avanço, Aumente o brunimento da aresta de corte (chanfrar para arredondar), Aumente a estabilidade e o ângulo de ajuste
4. Inserir Fratura?Aumento da resistência ao corte Rugosidade superficial ruim.
Tenacidade insuficiente, Taxa de avanço excessiva, Resistência da aresta de corte insuficiente, Instabilidade da ferramenta.
Selecione uma classe mais tenaz, Diminua a taxa de avanço, Aumente o brunimento da aresta de corte (chanfrar para arredondar), Aumente a estabilidade e o ângulo de ajuste.
5. Deformação Plástica?Variação da dimensão Desgaste da ponta, cobertura da aresta de corte ou passivação. ao processar ligas de aço Baixa rugosidade da superfície
Classe macia, velocidade de corte excessiva, profundidade de corte e taxa de avanço excessivas, superaquecimento na aresta de corte.
Selecione um material de corte de dureza vermelha mais alta, diminua a velocidade de corte, diminua a profundidade de corte e a taxa de avanço, selecione um material de corte de condutividade térmica mais alta (CVD + refrigerante suficiente).
6. Build-Up-Edge?Peça de trabalho dissolvida com aresta de corte Pouca rugosidade da superfície no acabamento, resistência ao corte aumentada, corte de materiais macios.
Velocidade de corte muito baixa, aresta de corte obtusa, material de ferramenta inadequado.Aumente a velocidade de corte, aumente o ângulo de inclinação, selecione uma pequena força de aderência.
Deseja saber mais detalhes sobre este produto